- 2025-02-18 15:20 24625
- 产品价格:面议
- 发货地址:江苏苏州昆山市 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:109763998公司编号:13613533
- 孙 销售经理 微信 13814856624
- 进入店铺 在线留言 QQ咨询 在线询价
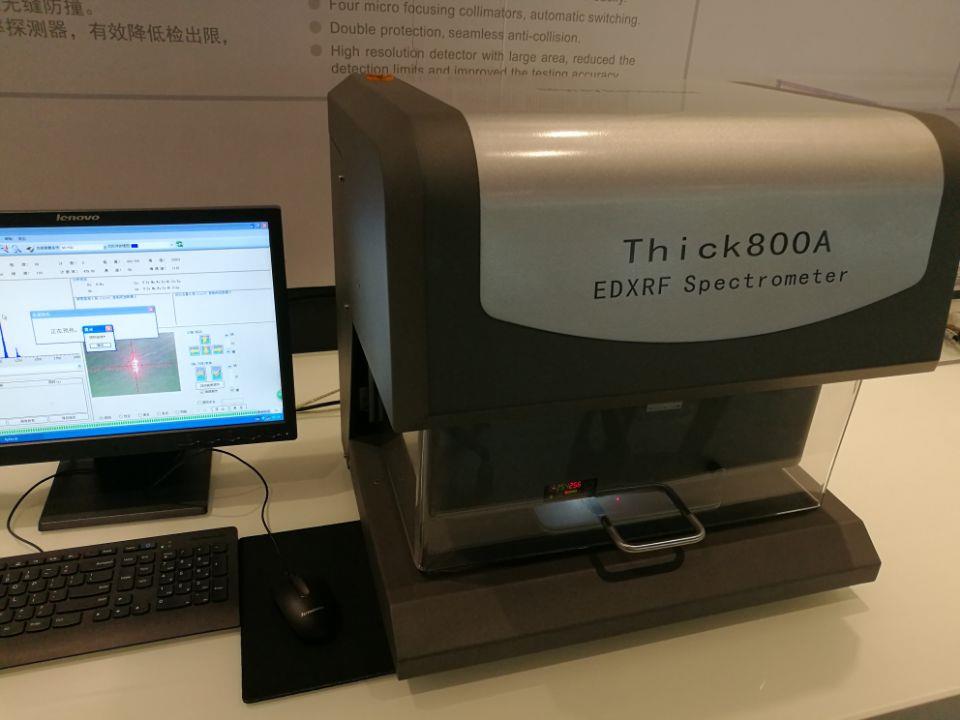
专业生产镀层测厚仪型号
- 相关产品:
五金镀层测量已成为加工工业、表面工程质量检测的重要环节,是产品达到优等质量标准的必要手段。为使产品国际化,我国出口商品和涉外项目中,对镀层厚度有了明确要求。
镀层厚度的测量方法主要有:楔切法,光截法,电解法,厚度差测量法,称重法,X射线荧光法,β射线反向散射法,电容法、磁性测量法及涡流测量法等等。这些方法中前五种是有损检测,测量手段繁琐,速度慢,多适用于抽样检验。
五金镀层测厚仪是将X射线照射在样品上,通过从样品上反射出来的第二次X射线的强度来。测量镀层等金属薄膜的厚度,因为没有接触到样品且照射在样品上的X射线只有45-75W左右,所以不会对样品造成损坏。同时,测量的也可以在10秒到几分钟内完成。
五金镀层测厚仪测量值精度的影响因素
1.影响因素的有关说明
a基体金属磁性质
磁性法测厚受基体金属磁性变化的影响(在实际应用中,低碳钢磁性的变化可以认为是轻微的),为了避免热处理和冷加工因素的影响,应使用与试件基体金属具有相同性质的标准片对仪器进行校准;亦可用待涂覆试件进行校准。
b基体金属电性质
基体金属的电导率对测量有影响,而基体金属的电导率与其材料成分及热处理方法有关。使用与试件基体金属具有相同性质的标准片对仪器进行校准。
c基体金属厚度
每一种仪器都有一个基体金属的临界厚度。大于这个厚度,测量就不受基体金属厚度的影响。本仪器的临界厚度值见附表
d边缘效应
本仪器对试件表面形状的陡变敏感。因此在靠近试件边缘或内转角处进行测量是不可靠的。
e曲率
试件的曲率对测量有影响。这种影响总是随着曲率半径的减少明显地增大。因此,在弯曲试件的表面上测量是不可靠的。
f试件的变形
测头会使软覆盖层试件变形,因此在这些试件上测出可靠的数据。
g表面粗糙度
基体金属和覆盖层的表面粗糙程度对测量有影响。粗糙程度增大,影响增大。粗糙表面会引起系统误差和偶然误差,每次测量时,在不同位置上应增加测量的次数,以克服这种偶然误差。如果基体金属粗糙,还必须在未涂覆的粗糙度相类似的基体金属试件上取几个位置校对仪器的零点;或用对基体金属没有腐蚀的溶液溶解除去覆盖层后,再校对仪器的零点。
g磁场
周围各种电气设备所产生的强磁场,会严重地干扰磁性法测厚工作。
h附着
电力行业中高压隔离开关应用范围相当的广泛,主要用于高压线路无负载换接、断路器等电气设备与高压线路之间的电气隔离,其镀层厚度会极大的影响开关导电性和使用寿命。因此,对相关部件表面镀层厚度的测量就显得尤为必要。
镀银层主要作用在于防止腐蚀,增加导电率、反光性和美观。广泛应用于电器、仪器、仪表和照明用具等制造工业。例如铜或铜合金制件镀银时,须先经除油去锈;再预镀薄银或浸入由氯化等配成的溶液中,进行化处理,使在制件表面镀上一层膜;然后将制件作阴极,纯银板作阳极,浸入由银和所配成的电解液中,进行电镀。电器、仪表等工业还采用无氰镀银。电镀液用硫代硫酸盐、亚硫酸盐、硫氰酸盐、亚铁等。为了防止银镀层变色,通常要经过镀后处理,主要是浸亮、化学和电化学钝化,镀贵金属或稀有金属或涂覆盖层等。如何测量镀银层厚度对于整个产品质量至关重要,天瑞仪器生产的镀银厚度测试仪是快速、准确、无损检测仪器,广泛应用于电子电器、五金工具、电子连接器、印制线路板、五金端子等产品中,产品得到了客户的广泛应用和认可。
满足各种不同厚度样品以及不规则表面样品的测试需求
φ0.1mm的小孔准直器可以满足微小测试点的需求
高精度平台可定位测试点,重复定位精度小于0.005mm
采用高度定位激光,可自动定位测试高度
定位激光确定定位光斑,确保测试点与光斑对齐
鼠标可控制平台,鼠标点击的位置就是被测点
高分辨率探头使分析结果更加
良好的射线屏蔽作用
测试口高度敏感性传感器保护
技术指标
型:Thick 800A
元素分析范围从硫(S)到铀(U)。
同时可以分析30种以上元素,五层镀层。
分析含量一般为ppm到99.9 。
镀层厚度一般在50μm以内(每种材料有所不同)
任意多个可选择的分析和识别模型。
相互的基体效应校正模型。
多变量非线性回收程序
度适应范围为15℃至30℃。
电源: 交流220V±5V, 建议配置交流净化稳压电源。
外观尺寸: 576(W)×495(D)×545(H) mm
样品室尺寸:500(W)×350(D)×140(H) mm
重量:90kg
利用天瑞仪器的explorer5000镀银层测厚仪分析一系列铜镀银样品,所得结果如下表。各个数据点相关系数为0.996,线性相关性非常好。当银厚度为1-30 μm 范围内,测量值与标称值平均误差为0.6 μm, 30-60 μm 范围内平均误差为 1.3 μm,相对误差小于4,在可接受范围以内,测厚范围可达1-60 μm。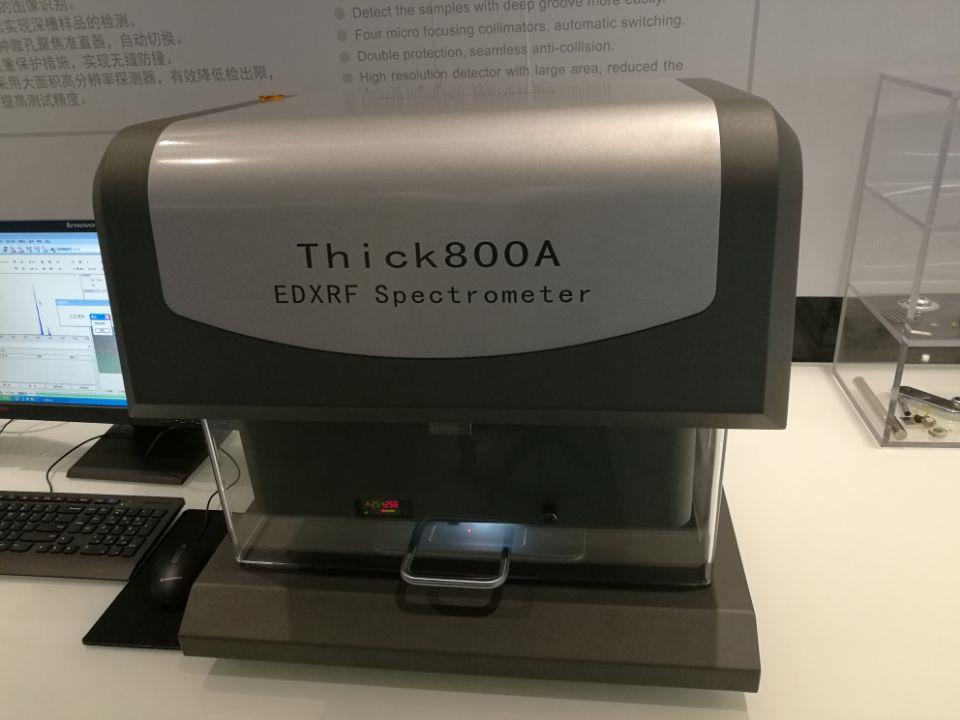
涂镀层测厚仪精度的影响有哪些因素?
1.影响因素的有关说明
a基体金属磁性质磁性法测厚受基体金属磁性变化的影响(在实际应用中,低碳钢磁性的变化可以认为是轻微的),为了避免热处理和冷加工因素的影响,应使用与试件基体金属具有相同性质的标准片对仪器进行校准;亦可用待涂覆试件进行校准。
b基体金属电性质基体金属的电导率对测量有影响,而基体金属的电导率与其材料成分及热处理方法有关。使用与试件基体金属具有相同性质的标准片对仪器进行校准。
c基体金属厚度每一种仪器都有一个基体金属的临界厚度。大于这个厚度,测量就不受基体金属厚度的影响。本仪器的临界厚度值见附表1。
d边缘效应本仪器对试件表面形状的陡变敏感。因此在靠近试件边缘或内转角处进行测量是不可靠的。
e曲率试件的曲率对测量有影响。这种影响总是随着曲率半径的减少明显地增大。因此,在弯曲试件的表面上测量是不可靠的。
f试件的变形测头会使软覆盖层试件变形,因此在这些试件上测出可靠的数据。
g表面粗糙度基体金属和覆盖层的表面粗糙程度对测量有影响。粗糙程度增大,影响增大。粗糙表面会引起系统误差和偶然误差,每次测量时,在不同位置上应增加测量的次数,以克服这种偶然误差。如果基体金属粗糙,还必须在未涂覆的粗糙度相类似的基体金属试件上取几个位置校对仪器的零点;或用对基体金属没有腐蚀的溶液溶解除去覆盖层后,再校对仪器的零点。
g磁场周围各种电气设备所产生的强磁场,会严重地干扰磁性法测厚工作。
h附着物质本仪器对那些妨碍测头与覆盖层表面紧密接触的附着物质敏感,因此,必须清除附着物质,以保证仪器测头和被测试件表面直接接触。
i测头压力测头置于试件上所施加的压力大小会影响测量的读数,因此,要保持压力恒定。
j测头的取向测头的放置方式对测量有影响。在测量中,应当使测头与试样表面保持垂直。
按照标准指导性技术档GB/Z 20288-2006《电子电器产品中有害物质检测样品拆分通用要求》中规定:表面处理层应尽量与本体分离(镀层),对于确定无法分离的镀层,可对表面处理层进行初筛(使用X射线荧光光谱仪(XRF)手段),筛选合格则不用拆分;筛选不合格,可使用非机械方法分离(如使用能溶解表面处理层而不能溶解本体材料的化学溶剂溶剂提取额)。对镀层样品进行RoHS测试时,先用EDX0B仪器直接进行镀层RoHS测试,如果合格则样品符合RoHS标准。如果镀层不合格将进行下步拆分测试。
镀层测厚仪与传统方法的区别:
项目
传统化学分析方法(滴定法、ICP、AAS等方法和设备)
X荧光光谱分析方法
分析速度
分析速度比较慢,快速的测试方法也要10~30min得到测试结果
一般只需1~3min就可以得到测试结果结果
分析效果
测试结果受人为因素影响很大,测试结果重复性不高
几乎无人为因素影响,测试精度很高,测试重复性很高
劳动强度
全手工分析劳动强度大
X测试过程大部分由仪器完成,人员劳动强度极低。
同时分析元素数
一般一次只能分析一个元素
同时可分析几十种元素
是否与化学组份、化学态有关
受到待测元素的价态及化学组成的影响,样品不同的价态和化学组成要采用不同的化学分析方法
纯物理测量,与样品的化学组份、化学态无关
分析测试成本
需要大量的化学品,和较复杂的处理过程,测试成本比较高
无需要制样,不需要化学品,样品处理过程简单,测试成本很低
人员要求
对测试人员需要进行长期严格的培训,人员操作技术要求高
对人员技术要求很低,普通的工人经过简单的培训即可熟练操作使用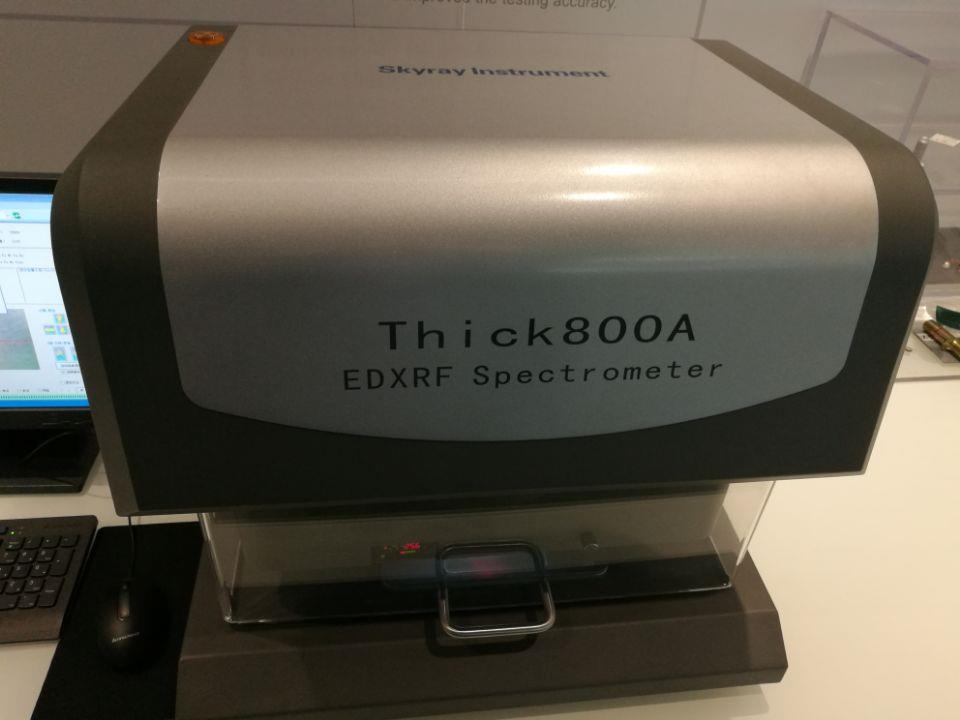








{kind=link}