


- 2024-12-01 08:43 26110
- 产品价格:面议
- 发货地址:江苏南京建邺区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:132949491公司编号:14607194
- 尹达 经理 微信 18105169808
- 进入店铺 在线留言 QQ咨询 在线询价
淮北称重配料系统报价 强抗干扰 高性价比
- 相关产品:
称重配料系统适用称重式配料控制,自动控制泵和阀门,外置WIFI重量数据,那么称重配料系统具有哪些优势呢?下面就让南京世伦工业设备有限公司来给大家介绍一下吧。
1、称重配料系统PLC控制,泵和气动阀门,反应釜完全称重式,计量精度高;
2、称重配料系统可以预设多种配方,进料种类不限,自动配料称重系统加工定做,8管,10管,12管都行;
3、称重配料系统不存在多加,少加,漏加,搅拌时间自由设置,自动配料称重系统加工,出料灌装定量;
4、称重配料系统具有故障自动功能,自动配料称重系统厂家,一键操作,无人工干预;
5、称重配料系统可以配置WIFI连接网络,有系统下单,称重部分执行。
南京世伦工业设备有限公司汇集了一批技术扎实,实践经验丰富的开发与项目团队,可为客户提供一系列**的物料处理系统解决方案!还在等什么呢?赶紧拿起电话与我们联系吧!
南京世伦工业设备有限公司称重配料系统实现自动配料,自动混合,配料速度快,配料精度高,配料称重系统,深受客户的信任与支持!下面世伦给大家介绍一下自动称重配料系统。
自动称重配料系统是利用称重模块构成的称重配料系统,同样适用于化工、饲料、电材等行业的对多种物料(固体、粉体)的称重配料,系统可采用单斗单料,单斗多料等多种工作模式。使用称重模块,多只称重终端即可构成连续配料系统。
配料称重系统、自动配料称重系统厂家、世伦、称重配料系统由南京世伦工业设备有限公司提供。南京世伦工业设备有限公司在工业自动控制系统及装备这一领域倾注了无限的热忱和,世伦一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。
南京世伦的包括原料的储存、输送、称重配料、除尘、物料混合等多种设备,涉及粉粒状固体散料、液体等多种物料。其中称重配料设备可根据行业特点,生产工艺要求,具体物料特性,合理的选择“零位法”或“减量法”等称重方式,具有单斗单料、单斗多料、多斗多料等多种工作模式。
南京世伦配料秤(配料称)功能和特点
、高可靠性
专业的物料处理能力
友好的人机接口界面
丰富的系统集成经验
通过专业、精确的称重配料,不仅协助用户提高产品质量,而且还为用户生产的科学管理提供了强有力的保证。
控制系统对工厂的运行效率起着非常重要的作用。南京世伦的控制方案采用了先进的总线技术,可以方便地使用Pro Fibus(Siemens)、RIO(AB)和MODBUS-PLUS(MODICON)完成与PLC系统的高速通讯,具有系统实时性强、可靠性好、组态灵活等特点,可以方便地满足各类用户对称重配料的需求。
自动配料控制系统一般是以客户的物料配方为导向,以皮带或者配料螺旋为输送工具,根据用户要求完成散状物料的配比控制以及生产过程中各种数据管理。广泛适用于饲料、煤粉、水泥、碳素和摩擦材料等的连续计量和配料作业。
1、配料方式灵活
该配料系统可依据客户的实际配方和工作环境,灵活调整多种物料的比例,同时让客户享受一对一的专业定制设计。
2、称重精度较高
该系统使用的动态衡器均采用圣能的动态称重技术,效率高、较稳定,系统精度长期保持0.5%。
3、用户权限管理
系统可设置不同级别操作员的权限,配以远程监控,杜绝人为。
4、故障自动
配料过程中,如果相关的物料流量过限定值,系统将会自动亮灯。
5、操作维护方便
简单易懂的操作程序,中文人机友好对话,上手毫无压力,日常校准保养容易。
物料到配料皮带秤,配料皮带秤的重量信号和速度信号进入控制仪表,并在仪表内部进行处理和显示,同时,输出与流量成正比的4~20mA电流信号到智能调节器,调节器根据用户设定的PID参数及理想控制值,输出4~20mA电流到电机控制器,并由其调节给料机速度快慢,从而控制给料量。
自动称重配料系统厂家产品简介
南京世伦工业设备有限公司生产的配比投料系统、计量配比系统(计量包装系统、称重配比系统、称重配比加料系统)可实现对多种物料进行计量配比输送,具有计量准确、速度快、对物料不产生磨损、计量精度高的特点。具有自动化程度高,操作简单,环保卫生,投料准确,配比精度高的特点。通过计算机控制中心,可纵观整个生产过程,对作业流程进行有效控制,有效杜绝了认为操作可能引起的误差。
自动称重配料系统厂家应用范围
广泛应用于制、食品、化工、建材和饲料行业。
特点
◇ 称量精度高、结构紧凑、性能可靠、操作简单。
◇ 容器式真空输送上料,暂存、上料二合一,有效降低房间高度;
◇ 可按卫生级要求生产,系统全面符合GMP要求;
◇ 自动运行操作简单,自动化程度较高;
◇ 多达2种计量精度控制,防止计量误差;
◇ 可提供DQ、IQ、OQ等相关验证文件;
控制系统:
数据线可与DPC中控系统对接,能将实时数据传入企业管理网络,实现数据的备份、查询、统计、打印等功能,较大程度的提高了企业的管理水平!
主要配置
◇ 全钢结构架体、负压输送、存储料仓、破拱装置、计量装置、螺旋给料器、料仓或设备、控制系统
性能参数:
◇ 物料种类: 不限
◇ 称重计量精度:≤ 0.1%~0.5% ;
◇ zui高生产能力:视工况非标设计;
◇ 电源配置:三相380V;
◇ 工作温度:-20~80℃;
◇ 物料温度: 0~280℃;
说明:针对不同的物料特性及实际生产条件,我公司可提供不同的称重方式
南京世伦工业设备有限公司专业生产销售并维修饲料配料称重系统,颗粒配料系统详细介绍
一、 饲料配料称重系统,颗粒配料系统详细介绍概括:
全自动称重、包装、码垛成套设备,可将粉、粒、片状原料( 如聚乙烯、聚丙烯、聚氯乙烯、PVC、PVA等)生产过程中的供袋、取袋、装袋、夹口整形、折边缝口、封袋、码垛等作业全部实现自动化。
二、 饲料配料称重系统,颗粒配料系统详细介绍结构特点:
全自动包装机组通过彩色触摸屏,全中文菜单显示、可以设定参数、显示运行状态,并具有实时在线检测功能,方便不同用户的使用。
三、 饲料配料称重系统,颗粒配料系统详细介绍组成:
1、供袋机:为装袋机提供空包装袋,操作人员将空包装袋放置在给袋器上后,其余的动作均由设备自动完成。该部机采用双盘自动切换工作方式,每盘可存储200个以上空袋(编织袋或纸袋),取袋时配有真空检测系统。空袋的放置情况由检测装置进行检测。
2、装袋机:自动装袋机能自动连续取袋、开袋、自动检测、自动装袋等。电子定量秤内放出的物料通过过渡料斗装入料袋,并将料袋传送到立袋输送机上。该部机可实现气动爪手夹袋,真空吸盘开袋,正、负压检测,自动弃袋等功能。
3、夹口整形机:完成满料袋的收口,保证料袋口顺利地进入折边机内。
4、缝口折边单元:可以将料袋的袋口自动折边并缝口(适用于编织袋)。
5、缝口热合单元:可以将料袋的袋口自动缝口并热合(适用于纸袋)。
6、立袋输送机:可以将料袋以立姿向下一工位输送。
7、 整形机:对包装好的袋子整形,方便码垛
8、 输送滚筒:物料的输送
9、自动码垛系统
世伦保修承诺:
1、本公司产品自售出之日起(正常使用情况下)免费保修一年.
2、如人为因素损坏,酌情收取配件成本费.
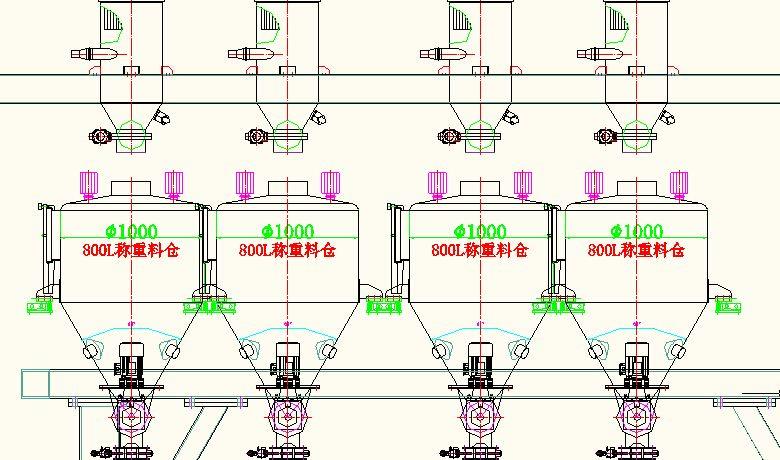
自动称重配料系统是用于专业生产对粉状、散粒状物料(如粮食、面粉、饲料、PVC粉体、PP颗粒等)进行连续输送、精确计量、自动配料的称重系统。系统由上位机-工业电脑、下位机-PLC可编程序控制器、粉体配料、液体配料、微量加料及控制系统等部分组成。它是以真空上料、加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。适合于物料的精确计量和生产过程中的自动配料作业。
称重配料系统组成
本控制系统是一个以称重加料、配方控制、放料等计算机生产过程控制和数据管理为一体的综合自动化系统,拟采用三菱Q系列PLC和研华工控微机组建高性能的控制平台。对于设计一套用于生产控制的自动化系统来说,必须达到具有稳定而可靠的运行、简单而实用操作、以及优越的性价比,这些都是十分至关重要的。本系统由六大部分组成:
1、控制部分:上位机采用研华P4工业控制微机,以三菱Q系列PLC通讯模块以及开关量输入输出模块,以及手动——自动控制切换开关,手控按钮和指示灯等均装置在一体化的控制机柜中,方便操作。
2、软件部分:根据配料控制系统的基本要求、用户的实际需求结合量身定制。
3、称重部分:采用型称重模块,结合称重控制仪表制作。
4、执行部分:采用电磁阀控制气动球阀的方式进行投、放料控制。
5、送料部分:采用气动式隔膜泵负责送料。
6、管路部分:送料管路与电路配线管路
称重配料系统工作流程
1、四套称重槽分别装置了计量传感器,并以BCD码方式连接输入到开关量输入模块,经计算变换成称重槽的重量,去皮重后即为称重槽的零位。本系统设计停机时对每套称重槽进行人工检零,可监视称重槽的零位是否正常;在连续配料运行过程中进行自动检零,可修正称重槽的零位变动,确保计量精度。
2、操作者点击配料运行过程开始后,PLC控制种原料加料的电磁阀开启,该种原料徐徐加入称重槽,计算机实时监测称重槽下计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,种原料加料电磁阀关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为*二种原料加料前的零位。
3、紧接着开始*二种原料的加料过程,如此反复至第二、第三、……,直至*8种原料加料完毕。
4、加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料电磁阀之一开启,混合料在重力作用下自然流入相应的搅拌罐。系统实时监测称重槽下计量传感器传送过来的信号,当检测到称重槽总重量恢复到初始零位时,放料电磁阀关闭,放料过程结束。
5、操作者可预先设定每次放料开启放料电磁阀的顺序,以便按工艺要求把混合料放至*的搅拌罐之中。
6、系统可记录运行中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。
7、通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
根据配料系统的要求、用户的实际需求结合量身定制
新型失重式连续称重配料系统
针对粒径较小的物料在配料过程中对配比精确度的较高要求,以20世纪90年代初出现的失重式连续配料系统为基础,通过检测合成产品中物料的组分,并与设定的物料配比值进行比较,运用控制器改变其中某种物料流速的设定值而形成串级反馈,构成一种以产品质量为中心的新型失重式连续称重配料系统,解决了细粉体物料配料速度和精度的矛盾.
「南京世伦】身为配料称重系统*供应商,专为料罐,反应釜,生产线设备提供称重配料解决方案。
产品名称:配料称重系统
一、配料称重系统的功能特点:
1、量身定制
2、实现双向过衡智能称重
3、防皮重模块
4、自动语音报重模块
5、智能挡车控制系统——自动道闸模块
6、 红外线防模块
二、配料称重系统是由那几个部分组成的:
大多数的配料称重系统是由称重传感器,仪表、接线盒三部分组成。
三、配料称重系统的作用:
1.对于管理部门,可以通过系统中的汇总报表了解当前的生产及物流状况;
2.对于仓管部门,则可以了解到自己的收、发货物的情况等。
3对于财务结算部门,则可以拿到清晰又准确的结算报表;
四、配料称重系统可配套选择的称重设备相关电子产品:
称重传感器、配料配料称重系统、称重显示器、称重变送器、地磅、称重模块
配料称重系统设计结构图:
五、配料称重系统的分类:
按作用域分类:网络版料灌配料称重系统、单机版料灌配料称重系统、
按功能分类:称重配料系统、饲料配料系统、无人值守料灌配料称重系统、汽车衡料灌配料称重系统、称重管理系统、自动配料称重系统、自动称重配料系统
六、配料称重系统可支持仪表系列
托利多系列、赛多利斯系列、宁波柯力系列、上海耀华系列
配料称重系统设计结构图
七、配料称重系统的售后服务:
1、半个月内免费换.
2、所购产品1年内免费保修,维修三次以上免费换
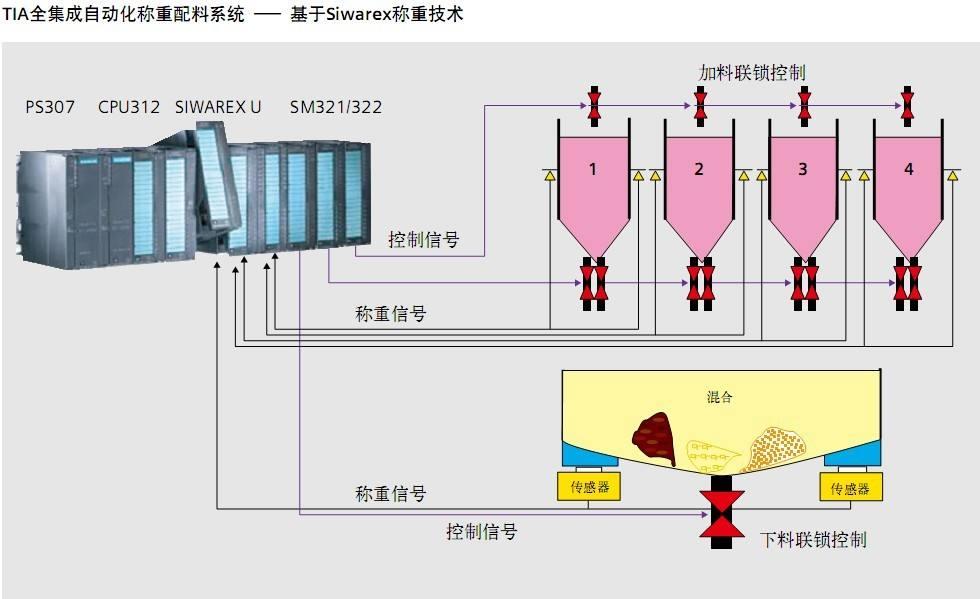
配料系统是在精细化工企业生产工艺中的一道非常重要的工序,它由称重系统组成。系统在总控微机系统的控制下,将天那水、甲醇、等液体原料在配料系统里搅拌后形成。配料系统主要完成主料和各种配料的称重、配比。将配料搅拌混合后,灌装机进行分组分类灌装。实现了对称重配料系统分装的计量。配料系统采用DCS集散控制方式,选用西门子S7—300PLC构成数据采集控制系统,模块化设计,经济实用。人机界面监控软件采用国内工控领域头牌组态软件“组态王”,具有开放性好、便于用户维护和二次开发的优点。系统所有过程控制数据及设备运行状态可集中管理、实时记录,随时打印和查阅。 1,配料系统的结构与功能 配料系统由计算机、机柜和设备(称重反应釜、气动控制阀门、输送泵等)组成。
1.1,监控系统的结构 配料系统由一台计算机作为整个系统的人机界面。其设为主站,完成全部系统参数设定、过程监控、数据记录;另一称重控制仪表作为从站,以主站为依托,主管后配料系统的数据设定、过程监控。主站直接同西门子S7—300PLC系统、反应釜自动控制仪表相通信。 配料系统现场采用密封型接线盒,防尘、防潮,可确保信号传输可靠。仪表采用**工业过程控制仪,通过RS-485总线与中控室实现通信,既可控制,又可实现PLC联机控制。各阀位及卸料器位置信号检测采用称重传感器,具有无触点、抗干扰、抗粉尘、耐潮湿的特点。料仓仓位采用重锤式料位计,可实现连续仓位检测。
1.2,配料系统的功能 监控系统具有人机交互、通讯、显示及存储、打印等功能,称重模块并具有数据、图形显示,状态监控、数据输入、信息存储等各种有关操作的功能画面。系统可实现实时过程数据监视、模拟显示工艺流程、实时数据记录查阅、系统操作员权限设定、工艺参数设定、设置运行过程事件及手动与自动控制切换。监控系统中现场控制仪表实时显示流量、载荷、累计值、温度等。温度指示通过现场温度显示仪表、压力指示通过现场压力显示仪表及电机的电流经现场显示仪表远传至中控室集中显示。变频器调节配备自动切换开关,与主控计算机通讯。
2,配料系统控制过程 2.1,配料系统的控制过程
2.1.1,自动称料 自动称料控制单元主要为一台10寸屏称重配料仪表(相当于10个称重配料仪表),PLC作为辅助控制系统,计算机人机界面显示配比参数(配方)及监控记录实时数据。在自动控制方式下,单击画面中自动配料“启动”按钮,或控制柜“启动”按钮,称重控制仪表就按设定好的配方打开10台秤的称料阀。如果系统检测到某台秤配料阀未关,会发生并进入暂停状态。每台秤根据称料快慢设有提前量,当控制仪表检测到秤称料重量达到设定值时,会减去提前量,控制仪表则关闭进料阀。提前量可人为修正或自动修正,使控制仪表控制配料秤每次配料精度达到设定的目标值。
2.1.2,自动配料 自动配料是将已经称好的原料按一定的顺序投放到搅拌配料系统中,称重仪表同时开启搅拌和加热。这一控制过程由温控仪表与PLC共同完成。温控仪表控制温度上限,加热由PLC控制完成。自动配料有固定顺序和可编程序两种控制方式。在固定顺序方式下,各种原料的放料顺序是固定的,不可改变。在可编程序方式下,各种原料的放料顺序可根据配方在人机界面上人为设定。 。
2.2,监控系统控制过程 2.2.1事件 自动称料开始时,如果某个放料阀未关,或系统检测不到放料阀关闭信号,系统会发出声响,暂停称重仪表的称料过程,并使运行指示灯闪烁。出现,自动放料不会进行,待消除故障或认为产生的原因不影响放料,按复位按钮后,再按“放料”按钮,则继续放料。 2.2.2,切换 自动放料开始时,系统首先检查每种原料切换是否到位,如果切换不到位或切换不一致,系统开始,自动放料就不能进行。通过检查,认为可以放料,按复位按钮后,再按“放料”按钮,则开始放料。 2.2.3,配料釜满 如果配料系统中已配原料浆未放出,仍往该配料系统放料,产生信号,自动放料就不能启动。待检查确认可以放料,按复位按钮,再按“放料”按钮,则开始进行自动放料。 2.2.4,急停 称料过程中,由于紧急情况需要停止称料,按下自锁“称料急停”按钮,各个秤的进料阀就全部关闭,停止称料。需要重新开始称料时,旋起“急停”按钮,再按“启动”按钮,则重新开始称料。自动放料时,按一下“放料急停”按钮,系统会关闭所有放料阀,停止放料、搅拌。 3,系统人机界面 主站和从站的人机界面采用组态王组态软件加VB开发的通讯程序,由前配方、参数设定、历史曲线及信息等组成。系统主菜单由一系列按钮组合而成。当鼠标停留在菜单按钮上时,按钮凸起,单击不同的按钮可进入不同的画面。操作的功能画面主要有两类,一类是显示操作画面,即显示数据(显示方式为数字、曲线、历史趋势等)、供操作人员进行操作的功能软开关和软按钮等;另一类是工艺流程画面,显示设备的工艺布置、工艺流程及相应的检测数据。 3.1,配方工艺 配方工艺流程界面中可以实时显示前配料秤的瞬时流量、配方比例、称料配料状态、料位以及阀门关闭信号、锅的温度、电机电流等。在界面上还有其他一些操作,如自动/手动控制按钮、自动称料的单次和连续切换按钮、物料按钮及复位按钮等。 3.2,其他人机界面 参数设定界面显示配料称重系统的瞬时重量、物料的料位、前配料秤使用状态及各种物料的配料顺序。配料配方界面是对前配料配方的一些管理,既可以选择已经设定好的任一种配方,也可修改已拟好的配方,或者新拟配方。报表界面可完成成型车间配料工序生产记录,包括各个班的配方报表。配方报表记录每种物料秤的重量、时间、锅号,后配报表记录每个班生产的正品量和次品量、每天生产的正品总量和次品总量,并且通过时间框可任意随时查看每天3班的情况。从历史曲线界面上可查看前配料称重系统的瞬时重量。界面可以显示阀门关闭及下料时、放料时等信号
粉体自动配料系统
粉体自动配料系统系统组成
本控制系统是一个以称重加料、配方控制、放料等计算机生产过程控制和数据管理为一体的综合自动化系统,采用三菱Q系列PLC和研华工控微机组建高性能的控制平台。对于设计一套用于生产控制的自动化系统来说,必须达到具有稳定而可靠的运行、简单而实用操作、以及优越的性价比,这些都是十分至关重要的。本系统由五大部分组成:
1、控制部分:上位机采用研华P4工业控制微机,以三菱Q系列PLC通讯模块以及开关量输入输出模块,以及手动——自动控制切换开关,手控按钮和指示灯等均装置在一体化的控制机柜中,方便操作。
2、软件部分:根据配料系统的基本要求、用户的实际需求结合量身定制。
3、称重部分:采用称重模块,结合称重控制仪表制作。
4、执行部分:采用气动阀控制、螺杆变频的方式进行投、放料控制。
5、送料部分:采用螺杆送料方式负责送料。
动作流程
1、称重槽装置了传感器,并以rs232方式连接输入到工控机。本系统设计停机时对每套称重槽进行人工检零,可监视称重槽的零位是否正常;在连续配料运行过程中进行自动检零,可修正称重槽的零位变动,确保计量精度。
2、操作者点击配料运行过程开始后,PLC控制种原料加料的气动阀、螺杆开启,该种原料徐徐加入称重槽,计算机实时监测称重槽下计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,种原料加料气动阀、螺杆关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为*二种原料加料前的零位。
3、紧接着开始*二种原料的加料过程,如此反复至第二、第三、……,直至*6种原料加料完毕。
4、加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀,混合料在重力作用下自然流出。系统实时监测称重槽下计量传感器传送过来的信号,当检测到称重槽总重量恢复到初始零位时,放料阀关闭,放料过程结束。
5、操作者可预先设定每次投料开启的顺序。
6、系统可记录运行中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。
7、通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
根据用户需求量身定制,具体方案面洽
1、称重配料系统PLC控制,泵和气动阀门,反应釜完全称重式,计量精度高;
2、称重配料系统可以预设多种配方,进料种类不限,自动配料称重系统加工定做,8管,10管,12管都行;
3、称重配料系统不存在多加,少加,漏加,搅拌时间自由设置,自动配料称重系统加工,出料灌装定量;
4、称重配料系统具有故障自动功能,自动配料称重系统厂家,一键操作,无人工干预;
5、称重配料系统可以配置WIFI连接网络,有系统下单,称重部分执行。
南京世伦工业设备有限公司汇集了一批技术扎实,实践经验丰富的开发与项目团队,可为客户提供一系列**的物料处理系统解决方案!还在等什么呢?赶紧拿起电话与我们联系吧!
南京世伦工业设备有限公司称重配料系统实现自动配料,自动混合,配料速度快,配料精度高,配料称重系统,深受客户的信任与支持!下面世伦给大家介绍一下自动称重配料系统。
自动称重配料系统是利用称重模块构成的称重配料系统,同样适用于化工、饲料、电材等行业的对多种物料(固体、粉体)的称重配料,系统可采用单斗单料,单斗多料等多种工作模式。使用称重模块,多只称重终端即可构成连续配料系统。
配料称重系统、自动配料称重系统厂家、世伦、称重配料系统由南京世伦工业设备有限公司提供。南京世伦工业设备有限公司在工业自动控制系统及装备这一领域倾注了无限的热忱和,世伦一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。
南京世伦的包括原料的储存、输送、称重配料、除尘、物料混合等多种设备,涉及粉粒状固体散料、液体等多种物料。其中称重配料设备可根据行业特点,生产工艺要求,具体物料特性,合理的选择“零位法”或“减量法”等称重方式,具有单斗单料、单斗多料、多斗多料等多种工作模式。
南京世伦配料秤(配料称)功能和特点
、高可靠性
专业的物料处理能力
友好的人机接口界面
丰富的系统集成经验
通过专业、精确的称重配料,不仅协助用户提高产品质量,而且还为用户生产的科学管理提供了强有力的保证。
控制系统对工厂的运行效率起着非常重要的作用。南京世伦的控制方案采用了先进的总线技术,可以方便地使用Pro Fibus(Siemens)、RIO(AB)和MODBUS-PLUS(MODICON)完成与PLC系统的高速通讯,具有系统实时性强、可靠性好、组态灵活等特点,可以方便地满足各类用户对称重配料的需求。
自动配料控制系统一般是以客户的物料配方为导向,以皮带或者配料螺旋为输送工具,根据用户要求完成散状物料的配比控制以及生产过程中各种数据管理。广泛适用于饲料、煤粉、水泥、碳素和摩擦材料等的连续计量和配料作业。
1、配料方式灵活
该配料系统可依据客户的实际配方和工作环境,灵活调整多种物料的比例,同时让客户享受一对一的专业定制设计。
2、称重精度较高
该系统使用的动态衡器均采用圣能的动态称重技术,效率高、较稳定,系统精度长期保持0.5%。
3、用户权限管理
系统可设置不同级别操作员的权限,配以远程监控,杜绝人为。
4、故障自动
配料过程中,如果相关的物料流量过限定值,系统将会自动亮灯。
5、操作维护方便
简单易懂的操作程序,中文人机友好对话,上手毫无压力,日常校准保养容易。
物料到配料皮带秤,配料皮带秤的重量信号和速度信号进入控制仪表,并在仪表内部进行处理和显示,同时,输出与流量成正比的4~20mA电流信号到智能调节器,调节器根据用户设定的PID参数及理想控制值,输出4~20mA电流到电机控制器,并由其调节给料机速度快慢,从而控制给料量。
自动称重配料系统厂家产品简介
南京世伦工业设备有限公司生产的配比投料系统、计量配比系统(计量包装系统、称重配比系统、称重配比加料系统)可实现对多种物料进行计量配比输送,具有计量准确、速度快、对物料不产生磨损、计量精度高的特点。具有自动化程度高,操作简单,环保卫生,投料准确,配比精度高的特点。通过计算机控制中心,可纵观整个生产过程,对作业流程进行有效控制,有效杜绝了认为操作可能引起的误差。
自动称重配料系统厂家应用范围
广泛应用于制、食品、化工、建材和饲料行业。
特点
◇ 称量精度高、结构紧凑、性能可靠、操作简单。
◇ 容器式真空输送上料,暂存、上料二合一,有效降低房间高度;
◇ 可按卫生级要求生产,系统全面符合GMP要求;
◇ 自动运行操作简单,自动化程度较高;
◇ 多达2种计量精度控制,防止计量误差;
◇ 可提供DQ、IQ、OQ等相关验证文件;
控制系统:
数据线可与DPC中控系统对接,能将实时数据传入企业管理网络,实现数据的备份、查询、统计、打印等功能,较大程度的提高了企业的管理水平!
主要配置
◇ 全钢结构架体、负压输送、存储料仓、破拱装置、计量装置、螺旋给料器、料仓或设备、控制系统
性能参数:
◇ 物料种类: 不限
◇ 称重计量精度:≤ 0.1%~0.5% ;
◇ zui高生产能力:视工况非标设计;
◇ 电源配置:三相380V;
◇ 工作温度:-20~80℃;
◇ 物料温度: 0~280℃;
说明:针对不同的物料特性及实际生产条件,我公司可提供不同的称重方式
南京世伦工业设备有限公司专业生产销售并维修饲料配料称重系统,颗粒配料系统详细介绍
一、 饲料配料称重系统,颗粒配料系统详细介绍概括:
全自动称重、包装、码垛成套设备,可将粉、粒、片状原料( 如聚乙烯、聚丙烯、聚氯乙烯、PVC、PVA等)生产过程中的供袋、取袋、装袋、夹口整形、折边缝口、封袋、码垛等作业全部实现自动化。
二、 饲料配料称重系统,颗粒配料系统详细介绍结构特点:
全自动包装机组通过彩色触摸屏,全中文菜单显示、可以设定参数、显示运行状态,并具有实时在线检测功能,方便不同用户的使用。
三、 饲料配料称重系统,颗粒配料系统详细介绍组成:
1、供袋机:为装袋机提供空包装袋,操作人员将空包装袋放置在给袋器上后,其余的动作均由设备自动完成。该部机采用双盘自动切换工作方式,每盘可存储200个以上空袋(编织袋或纸袋),取袋时配有真空检测系统。空袋的放置情况由检测装置进行检测。
2、装袋机:自动装袋机能自动连续取袋、开袋、自动检测、自动装袋等。电子定量秤内放出的物料通过过渡料斗装入料袋,并将料袋传送到立袋输送机上。该部机可实现气动爪手夹袋,真空吸盘开袋,正、负压检测,自动弃袋等功能。
3、夹口整形机:完成满料袋的收口,保证料袋口顺利地进入折边机内。
4、缝口折边单元:可以将料袋的袋口自动折边并缝口(适用于编织袋)。
5、缝口热合单元:可以将料袋的袋口自动缝口并热合(适用于纸袋)。
6、立袋输送机:可以将料袋以立姿向下一工位输送。
7、 整形机:对包装好的袋子整形,方便码垛
8、 输送滚筒:物料的输送
9、自动码垛系统
世伦保修承诺:
1、本公司产品自售出之日起(正常使用情况下)免费保修一年.
2、如人为因素损坏,酌情收取配件成本费.

自动称重配料系统是用于专业生产对粉状、散粒状物料(如粮食、面粉、饲料、PVC粉体、PP颗粒等)进行连续输送、精确计量、自动配料的称重系统。系统由上位机-工业电脑、下位机-PLC可编程序控制器、粉体配料、液体配料、微量加料及控制系统等部分组成。它是以真空上料、加料螺杆定量加料,称重料斗自动称重配料,同时进行累加称重的一种自动称重系统。适合于物料的精确计量和生产过程中的自动配料作业。
称重配料系统组成
本控制系统是一个以称重加料、配方控制、放料等计算机生产过程控制和数据管理为一体的综合自动化系统,拟采用三菱Q系列PLC和研华工控微机组建高性能的控制平台。对于设计一套用于生产控制的自动化系统来说,必须达到具有稳定而可靠的运行、简单而实用操作、以及优越的性价比,这些都是十分至关重要的。本系统由六大部分组成:
1、控制部分:上位机采用研华P4工业控制微机,以三菱Q系列PLC通讯模块以及开关量输入输出模块,以及手动——自动控制切换开关,手控按钮和指示灯等均装置在一体化的控制机柜中,方便操作。
2、软件部分:根据配料控制系统的基本要求、用户的实际需求结合量身定制。
3、称重部分:采用型称重模块,结合称重控制仪表制作。
4、执行部分:采用电磁阀控制气动球阀的方式进行投、放料控制。
5、送料部分:采用气动式隔膜泵负责送料。
6、管路部分:送料管路与电路配线管路
称重配料系统工作流程
1、四套称重槽分别装置了计量传感器,并以BCD码方式连接输入到开关量输入模块,经计算变换成称重槽的重量,去皮重后即为称重槽的零位。本系统设计停机时对每套称重槽进行人工检零,可监视称重槽的零位是否正常;在连续配料运行过程中进行自动检零,可修正称重槽的零位变动,确保计量精度。
2、操作者点击配料运行过程开始后,PLC控制种原料加料的电磁阀开启,该种原料徐徐加入称重槽,计算机实时监测称重槽下计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,种原料加料电磁阀关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为*二种原料加料前的零位。
3、紧接着开始*二种原料的加料过程,如此反复至第二、第三、……,直至*8种原料加料完毕。
4、加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料电磁阀之一开启,混合料在重力作用下自然流入相应的搅拌罐。系统实时监测称重槽下计量传感器传送过来的信号,当检测到称重槽总重量恢复到初始零位时,放料电磁阀关闭,放料过程结束。
5、操作者可预先设定每次放料开启放料电磁阀的顺序,以便按工艺要求把混合料放至*的搅拌罐之中。
6、系统可记录运行中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。
7、通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
根据配料系统的要求、用户的实际需求结合量身定制
新型失重式连续称重配料系统
针对粒径较小的物料在配料过程中对配比精确度的较高要求,以20世纪90年代初出现的失重式连续配料系统为基础,通过检测合成产品中物料的组分,并与设定的物料配比值进行比较,运用控制器改变其中某种物料流速的设定值而形成串级反馈,构成一种以产品质量为中心的新型失重式连续称重配料系统,解决了细粉体物料配料速度和精度的矛盾.
「南京世伦】身为配料称重系统*供应商,专为料罐,反应釜,生产线设备提供称重配料解决方案。
产品名称:配料称重系统
一、配料称重系统的功能特点:
1、量身定制
2、实现双向过衡智能称重
3、防皮重模块
4、自动语音报重模块
5、智能挡车控制系统——自动道闸模块
6、 红外线防模块
二、配料称重系统是由那几个部分组成的:
大多数的配料称重系统是由称重传感器,仪表、接线盒三部分组成。
三、配料称重系统的作用:
1.对于管理部门,可以通过系统中的汇总报表了解当前的生产及物流状况;
2.对于仓管部门,则可以了解到自己的收、发货物的情况等。
3对于财务结算部门,则可以拿到清晰又准确的结算报表;
四、配料称重系统可配套选择的称重设备相关电子产品:
称重传感器、配料配料称重系统、称重显示器、称重变送器、地磅、称重模块
配料称重系统设计结构图:
五、配料称重系统的分类:
按作用域分类:网络版料灌配料称重系统、单机版料灌配料称重系统、
按功能分类:称重配料系统、饲料配料系统、无人值守料灌配料称重系统、汽车衡料灌配料称重系统、称重管理系统、自动配料称重系统、自动称重配料系统
六、配料称重系统可支持仪表系列
托利多系列、赛多利斯系列、宁波柯力系列、上海耀华系列
配料称重系统设计结构图
七、配料称重系统的售后服务:
1、半个月内免费换.
2、所购产品1年内免费保修,维修三次以上免费换
配料系统是在精细化工企业生产工艺中的一道非常重要的工序,它由称重系统组成。系统在总控微机系统的控制下,将天那水、甲醇、等液体原料在配料系统里搅拌后形成。配料系统主要完成主料和各种配料的称重、配比。将配料搅拌混合后,灌装机进行分组分类灌装。实现了对称重配料系统分装的计量。配料系统采用DCS集散控制方式,选用西门子S7—300PLC构成数据采集控制系统,模块化设计,经济实用。人机界面监控软件采用国内工控领域头牌组态软件“组态王”,具有开放性好、便于用户维护和二次开发的优点。系统所有过程控制数据及设备运行状态可集中管理、实时记录,随时打印和查阅。 1,配料系统的结构与功能 配料系统由计算机、机柜和设备(称重反应釜、气动控制阀门、输送泵等)组成。
1.1,监控系统的结构 配料系统由一台计算机作为整个系统的人机界面。其设为主站,完成全部系统参数设定、过程监控、数据记录;另一称重控制仪表作为从站,以主站为依托,主管后配料系统的数据设定、过程监控。主站直接同西门子S7—300PLC系统、反应釜自动控制仪表相通信。 配料系统现场采用密封型接线盒,防尘、防潮,可确保信号传输可靠。仪表采用**工业过程控制仪,通过RS-485总线与中控室实现通信,既可控制,又可实现PLC联机控制。各阀位及卸料器位置信号检测采用称重传感器,具有无触点、抗干扰、抗粉尘、耐潮湿的特点。料仓仓位采用重锤式料位计,可实现连续仓位检测。
1.2,配料系统的功能 监控系统具有人机交互、通讯、显示及存储、打印等功能,称重模块并具有数据、图形显示,状态监控、数据输入、信息存储等各种有关操作的功能画面。系统可实现实时过程数据监视、模拟显示工艺流程、实时数据记录查阅、系统操作员权限设定、工艺参数设定、设置运行过程事件及手动与自动控制切换。监控系统中现场控制仪表实时显示流量、载荷、累计值、温度等。温度指示通过现场温度显示仪表、压力指示通过现场压力显示仪表及电机的电流经现场显示仪表远传至中控室集中显示。变频器调节配备自动切换开关,与主控计算机通讯。
2,配料系统控制过程 2.1,配料系统的控制过程
2.1.1,自动称料 自动称料控制单元主要为一台10寸屏称重配料仪表(相当于10个称重配料仪表),PLC作为辅助控制系统,计算机人机界面显示配比参数(配方)及监控记录实时数据。在自动控制方式下,单击画面中自动配料“启动”按钮,或控制柜“启动”按钮,称重控制仪表就按设定好的配方打开10台秤的称料阀。如果系统检测到某台秤配料阀未关,会发生并进入暂停状态。每台秤根据称料快慢设有提前量,当控制仪表检测到秤称料重量达到设定值时,会减去提前量,控制仪表则关闭进料阀。提前量可人为修正或自动修正,使控制仪表控制配料秤每次配料精度达到设定的目标值。
2.1.2,自动配料 自动配料是将已经称好的原料按一定的顺序投放到搅拌配料系统中,称重仪表同时开启搅拌和加热。这一控制过程由温控仪表与PLC共同完成。温控仪表控制温度上限,加热由PLC控制完成。自动配料有固定顺序和可编程序两种控制方式。在固定顺序方式下,各种原料的放料顺序是固定的,不可改变。在可编程序方式下,各种原料的放料顺序可根据配方在人机界面上人为设定。 。
2.2,监控系统控制过程 2.2.1事件 自动称料开始时,如果某个放料阀未关,或系统检测不到放料阀关闭信号,系统会发出声响,暂停称重仪表的称料过程,并使运行指示灯闪烁。出现,自动放料不会进行,待消除故障或认为产生的原因不影响放料,按复位按钮后,再按“放料”按钮,则继续放料。 2.2.2,切换 自动放料开始时,系统首先检查每种原料切换是否到位,如果切换不到位或切换不一致,系统开始,自动放料就不能进行。通过检查,认为可以放料,按复位按钮后,再按“放料”按钮,则开始放料。 2.2.3,配料釜满 如果配料系统中已配原料浆未放出,仍往该配料系统放料,产生信号,自动放料就不能启动。待检查确认可以放料,按复位按钮,再按“放料”按钮,则开始进行自动放料。 2.2.4,急停 称料过程中,由于紧急情况需要停止称料,按下自锁“称料急停”按钮,各个秤的进料阀就全部关闭,停止称料。需要重新开始称料时,旋起“急停”按钮,再按“启动”按钮,则重新开始称料。自动放料时,按一下“放料急停”按钮,系统会关闭所有放料阀,停止放料、搅拌。 3,系统人机界面 主站和从站的人机界面采用组态王组态软件加VB开发的通讯程序,由前配方、参数设定、历史曲线及信息等组成。系统主菜单由一系列按钮组合而成。当鼠标停留在菜单按钮上时,按钮凸起,单击不同的按钮可进入不同的画面。操作的功能画面主要有两类,一类是显示操作画面,即显示数据(显示方式为数字、曲线、历史趋势等)、供操作人员进行操作的功能软开关和软按钮等;另一类是工艺流程画面,显示设备的工艺布置、工艺流程及相应的检测数据。 3.1,配方工艺 配方工艺流程界面中可以实时显示前配料秤的瞬时流量、配方比例、称料配料状态、料位以及阀门关闭信号、锅的温度、电机电流等。在界面上还有其他一些操作,如自动/手动控制按钮、自动称料的单次和连续切换按钮、物料按钮及复位按钮等。 3.2,其他人机界面 参数设定界面显示配料称重系统的瞬时重量、物料的料位、前配料秤使用状态及各种物料的配料顺序。配料配方界面是对前配料配方的一些管理,既可以选择已经设定好的任一种配方,也可修改已拟好的配方,或者新拟配方。报表界面可完成成型车间配料工序生产记录,包括各个班的配方报表。配方报表记录每种物料秤的重量、时间、锅号,后配报表记录每个班生产的正品量和次品量、每天生产的正品总量和次品总量,并且通过时间框可任意随时查看每天3班的情况。从历史曲线界面上可查看前配料称重系统的瞬时重量。界面可以显示阀门关闭及下料时、放料时等信号

粉体自动配料系统
粉体自动配料系统系统组成
本控制系统是一个以称重加料、配方控制、放料等计算机生产过程控制和数据管理为一体的综合自动化系统,采用三菱Q系列PLC和研华工控微机组建高性能的控制平台。对于设计一套用于生产控制的自动化系统来说,必须达到具有稳定而可靠的运行、简单而实用操作、以及优越的性价比,这些都是十分至关重要的。本系统由五大部分组成:
1、控制部分:上位机采用研华P4工业控制微机,以三菱Q系列PLC通讯模块以及开关量输入输出模块,以及手动——自动控制切换开关,手控按钮和指示灯等均装置在一体化的控制机柜中,方便操作。
2、软件部分:根据配料系统的基本要求、用户的实际需求结合量身定制。
3、称重部分:采用称重模块,结合称重控制仪表制作。
4、执行部分:采用气动阀控制、螺杆变频的方式进行投、放料控制。
5、送料部分:采用螺杆送料方式负责送料。
动作流程
1、称重槽装置了传感器,并以rs232方式连接输入到工控机。本系统设计停机时对每套称重槽进行人工检零,可监视称重槽的零位是否正常;在连续配料运行过程中进行自动检零,可修正称重槽的零位变动,确保计量精度。
2、操作者点击配料运行过程开始后,PLC控制种原料加料的气动阀、螺杆开启,该种原料徐徐加入称重槽,计算机实时监测称重槽下计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,种原料加料气动阀、螺杆关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为*二种原料加料前的零位。
3、紧接着开始*二种原料的加料过程,如此反复至第二、第三、……,直至*6种原料加料完毕。
4、加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀,混合料在重力作用下自然流出。系统实时监测称重槽下计量传感器传送过来的信号,当检测到称重槽总重量恢复到初始零位时,放料阀关闭,放料过程结束。
5、操作者可预先设定每次投料开启的顺序。
6、系统可记录运行中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。
7、通过上位机应用程序,可查询和打印系统运行的原始数据和统计报表。
根据用户需求量身定制,具体方案面洽









{kind=link}