- 1092
- 产品价格:面议
- 发货地址:北京海淀 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:163756513公司编号:13822184
- 杜先生 微信 13661350237
- 进入店铺 在线留言 QQ咨询 在线询价
扩散氢分析仪 国产 钢研纳克扩散氢测定仪
- 相关产品:
扩散氢分析仪
国产
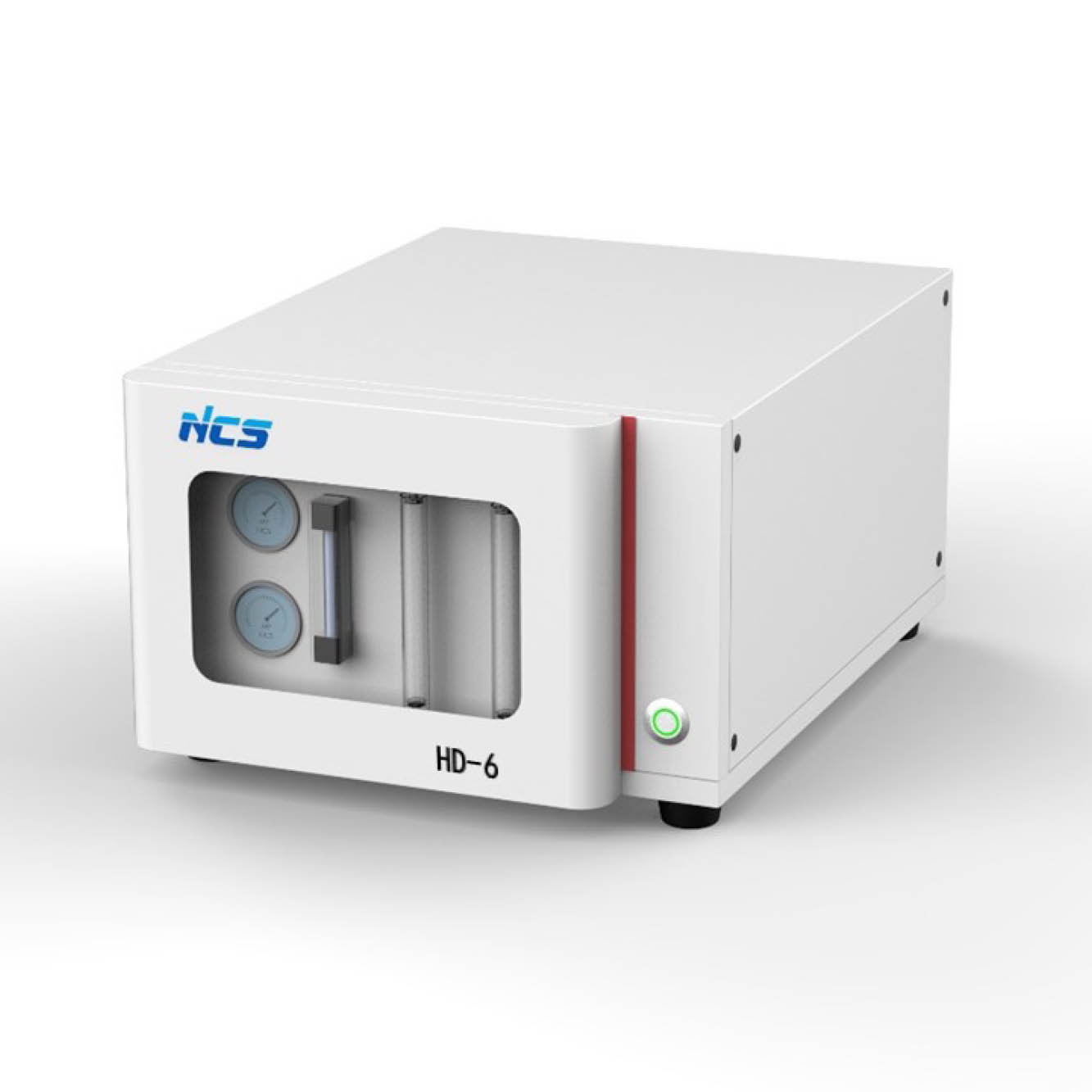
分析范围:(0.05~40)ml/100g灵敏度:0.002ml分析时间:3分钟/单试样载 气:氩气纯度99.99%以上待测试样准备:国标GB/T3965
钢研纳克扩散氢测定仪 HD-6标准中三种方法:用甘油置换法、气相色谱法及置换法测定熔敷金属中扩散氢含量的方法。当用甘油置换法测定的熔敷金属中的扩散氢含量小于2mL/100g 时,必须使用气相色谱法测定。标准中甘油置换法、气相色谱法适用于手工电弧焊、埋弧焊及气体保护焊。置换法只用于手工电弧焊。

焊接热裂纹、再热裂纹、冷裂纹、层状撕裂产生原因
氢是引起高强钢焊接冷裂纹重要因素之一,并且有延迟的特征,因此,在许多文献上把氢引起的延迟裂纹称为“氢致裂纹”。
试验研究证明,高强钢焊接接头的含氢量越高,则裂纹的敏感性越大,当局部地区的含氢量达到某一临界值时,便开始出现裂纹,此值称为产生裂纹的临界含氢量[H]cr。

钢研纳克HD-6扩散氢测定仪是以气相色谱方法测量焊缝金属扩散氢容量的仪器。该仪器 由两部分构成,即取样器和分析器。分析器为一气相色谱仪,以纯氩气作载气。待 测试样储于取样器的试样筒中,经过一定时间后试样中的扩散氢扩散出并保留在试样筒 中。用氩载气将试样筒中的气体载入气相色谱系统进行分离,分离出的氢气由热导池进 行,信号用微机进行处理、计算并打印出焊缝金属中扩散的氢气量(ml)。根 据测得的扩散氢的含量,按下式计算出焊缝金属试样(熔敷金属)中扩散氢的含量.

扩散氢仪器调试验收
卖方安装人员在仪器安装调试完成后,按照国家标准熔敷金属中扩散氢测定方法国家标准号: GB/T 3965验收。








{kind=link}