


- 2025-02-19 16:57 550
- 产品价格:面议
- 发货地址:广东中山石岐区 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:242947223公司编号:23108422
- 谭忠 微信 16692929294
- 进入店铺 在线留言 QQ咨询 在线询价
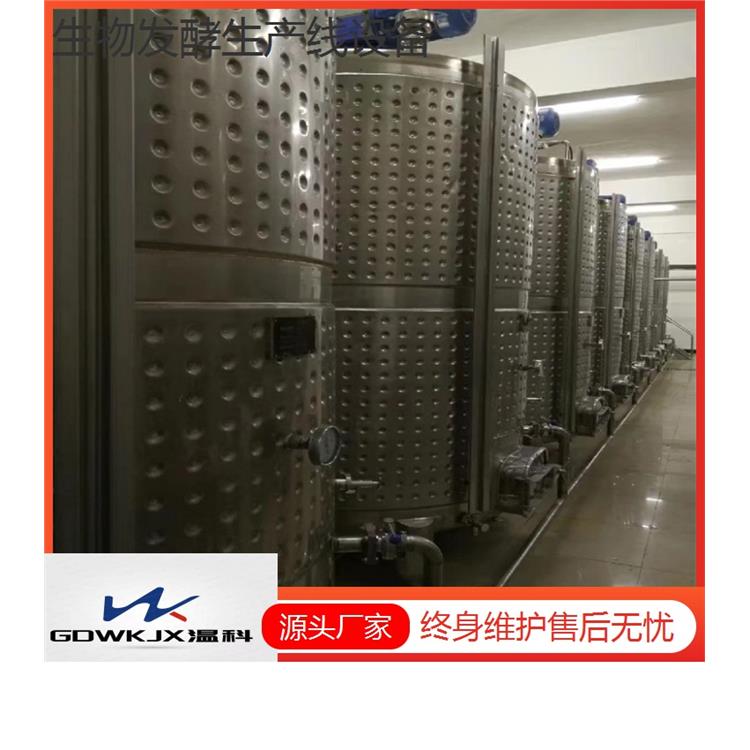
生物制药发酵罐厂家 食品工厂设备厂商 广东温科机械科技
- 相关产品:
乳制品、酒类发酵过程是一个无菌、无污染的过程,发酵罐采用了无菌系统,避免和防止了空气中微生物的污染,大大延长了产品的保质期和产品的纯正,罐体上特别设计安装了无菌呼吸气孔或无菌正压发酵系统。
发酵罐有哪些性能特点:
1、发酵罐是用来进行微生物发酵的装置,它可通过优化微生物的发酵条件来提高发酵效率;
2、根据所培养微生物的好氧和厌氧性,发酵罐可分为好氧型与厌氧型,发酵罐的控制系统主要是通过控制热工和生化参数,工业高污染、高耗能的生产模式,并可以将发酵技术还有现代生物技术结合起来;
3、达到控制整个发酵罐的工艺参数的目的,发酵罐的控制系统大致经历了仪表控制、仪表+PLC控制(早期的逻辑控制)、PLC控制及其组成的DCS(分散)控制的发展过程。在整个发酵罐的工艺控制中,可分为模拟量控制、开关量控制及各参数的关联控制;
4、发酵罐的控制参数可分为温度、压力、流量、搅拌转速、液位、pH值、DO值(溶氧量)、排气O2和排气CO2、菌丝密度及CIP中的电导率等。
乳制品、酒类发酵过程是一个无菌、无污染的过程,发酵罐采用了无菌系统,避免和防止了空气中微生物的污染,大大延长了产品的保质期和产品的纯正,罐体上特别设计安装了无菌呼吸气孔或无菌正压发酵系统,罐体上设有米洛板或迷宫式夹套,可通入加热或冷却介质来进行循环加热或冷却,发酵罐的容量由300-15000L多种不同规格,发酵罐按使用范围可分为实验室小型发酵罐、中试生产发酵罐、大型发酵罐等,发酵罐广泛应用于乳制品、饮料、生物工程、制药、精细化工等行业。
发酵罐保养与维护:
1、精密过滤器,一般使用期限为半年左右,如果过滤阻力太大或失去过滤能力致影响正常生产,则需清洗或更换(建议直接更换,不作清洗,因清洗操作后不能可靠保证过滤器的性能);
2、清洗发酵罐时,请用软毛刷进行刷洗,不要用硬器刮擦,以免损伤发酵罐表面;
3、配套仪表应每年校验一次,以确保正常使用;
4、电器、仪表、传感器等电气设备严禁直接与水、汽接触,防止受潮;
5、设备停止使用时,应及时清洗干净,排尽发酵罐及各管道中的余水;松开发酵罐罐盖及手孔螺丝,防止密封圈产生变形;
6、操作平台、恒温水箱等碳钢设备应定期刷油漆,防止锈蚀;
7、经常检查减速器油位,如润滑油不够,需及时增加;
8、定期更换减速器润滑油,以延长其使用寿命;
9、如果发酵罐暂时不用,则需对发酵罐进行空消,并排尽罐内及各管道内的余水。
发酵罐注意事项:
1、在发酵过程中,严禁将过滤器的排水阀突然打开而引起发酵液倒流,不要让罐内压力大于管道压力;
2、当突然停电时,应迅速关闭发酵罐的空气系统,保证罐压和空气系统不造成负压,过滤器上的压力表和发酵罐的压力表不能掉零;
3、空消实消时,夹套内的排污阀门要打开,实消冷却时,罐压不能掉零;
4、实消结束后,夹套应先打开排水阀,然后再打开进水阀门,防止有的地区水压高,造成设备损坏或压力表失灵;
5、开蒸汽时应先开进气阀再开放气阀(注视着分汽缸上方的压力表读数);
6、输送热水时,热水泵上方的阀门应置半开状态;
7、Y形过滤器应定期检查,通气量减小或发酵时流量计上不去应及时检修一下;
8、种子罐的电机一开,冷却水必须预先打开;所有的电机不能空转;
9、隔膜阀外漏,应将其拆卸下来清洗干净再装好(关闭时不要用力过度,避免损坏膜片);
10、补料时应注意各补料瓶硅胶管和相应的蠕动泵的连接是否正确、稳固。
质量是我们公司的主要生命,必须自觉遵守质量的要原则,客户是我们公司的希望,满足客户的期望和要求,与各界朋友广泛合作,携手共进,共创美好未来。






{kind=link}