

- 2024-11-15 06:37 793
- 产品价格:面议
- 发货地址:广东东莞长安 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:252737218公司编号:15040661
- 李春恒 业务主管 微信 18988739312
- 进入店铺 在线留言 QQ咨询 在线询价
横沥供应维修硬度测量机 上门急修-精修
- 相关产品:
加工定制:否外形尺寸:260x443x675允许较大高度:170mm可售卖地:全国允许高度:135MM
东莞市广泰精密仪器有限公司愿与社会各界同仁携手合作,谋求共同发展,继续为新老客户提供的产品和服务。我公司主要经营设计、研发、产销:精密仪器、精密金属组件、汽车零部件、光电产品;货物进出口。(依法须经批准的项目,经相关部门批准后方可开展经营活动),我公司与多家零售商和代理商建立了长期稳定的合作关系,品种齐全、价格合理,企业实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,公司始终奉行“诚信求实、致力服务、唯求满意”的企业宗旨,全力跟随客户需求,不断进行产品创新和服务改进。东莞市广泰精密仪器以“质量上乖、价格低廉、快捷服务”为宗旨面向市场,凭借技术的优势,诚信的服务与每一位客户建立友好合作关系。
洛氏硬度计压头
一:洛氏金刚石压头120度(HRC-1 HRC-2 HRC-3)
二:洛氏钢球压头(1/16 1/8 4/1 1/2)
维氏硬度计压头
一:维氏金刚石凌型压头136度(显微型,小负荷型)
二:努氏金刚石压头
布氏硬度计压头
一:钢球压头(2.5mm 5mm 10mm)
里氏硬度计压头
一:里氏硬度计冲击体(D/DC/DL/C/G
质量保证:维修精度符合国家规定标准
服务承诺:按客户要求提供维修后的检测报告数据
保修期限:非人为损坏,同类故障保修三个月

东莞广泰精密仪器公司产品:
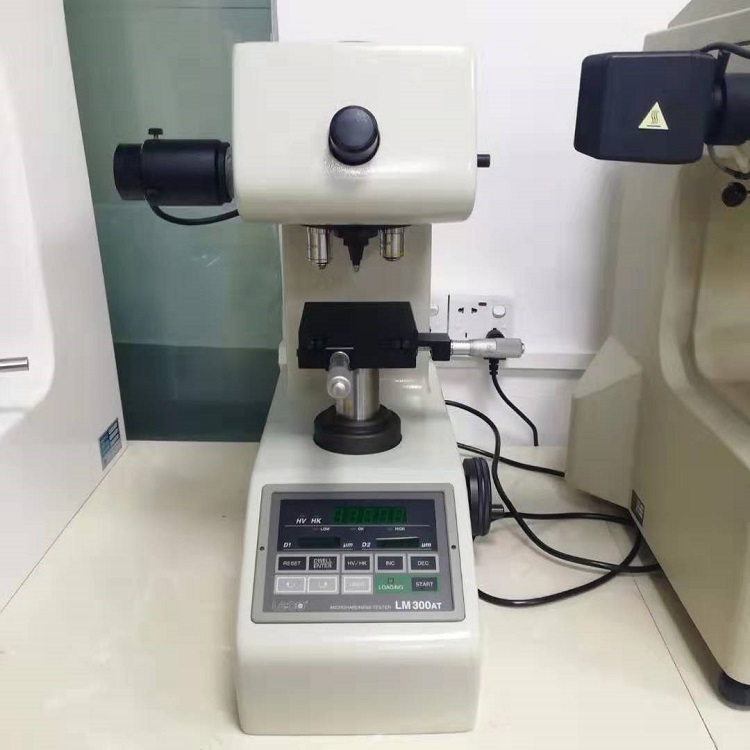
一. 台式硬度计:洛氏硬度计、日本硬度计、维氏硬度计、显微硬度计、三丰硬度计、硬度测量软件等。
二. 便携式硬度计:里氏硬度计、韦氏硬度计、洛氏硬度计、布氏硬度计、肖氏硬度计、邵氏硬度计等。
三. 二次元投影仪:万濠手动全自动影像测量仪,万濠二次元投影仪,万濠三坐标测量机等。
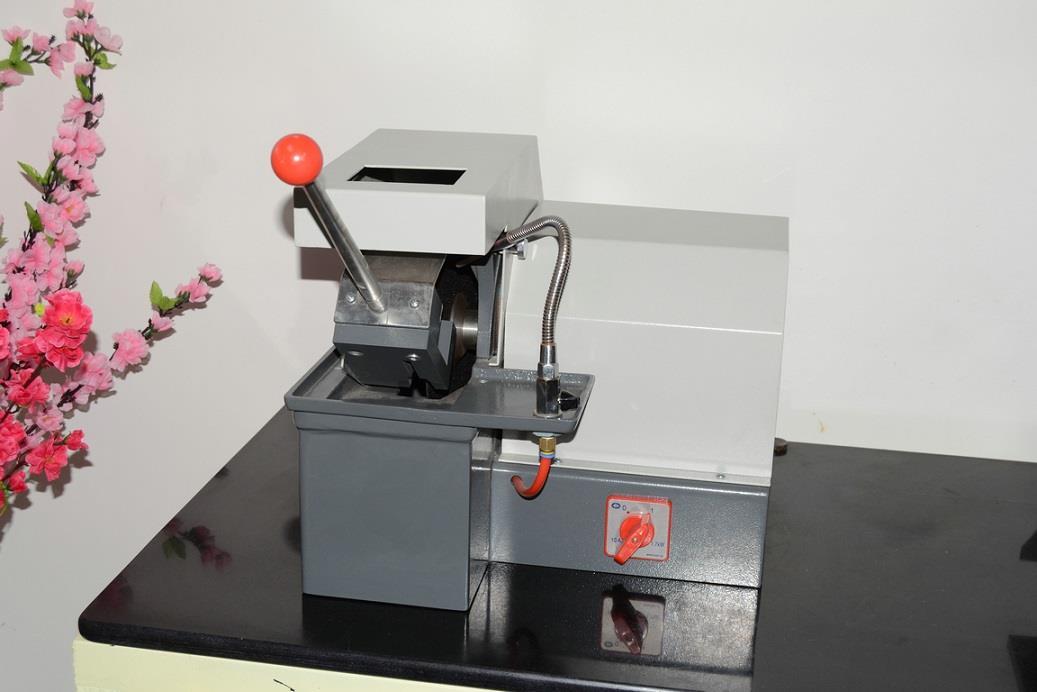
四. 金相制样设备:金相切割机、抛光机、预磨机、磨抛机、镶嵌机、闽台盈亿研磨机,磨平机、光谱砂带磨样机等。
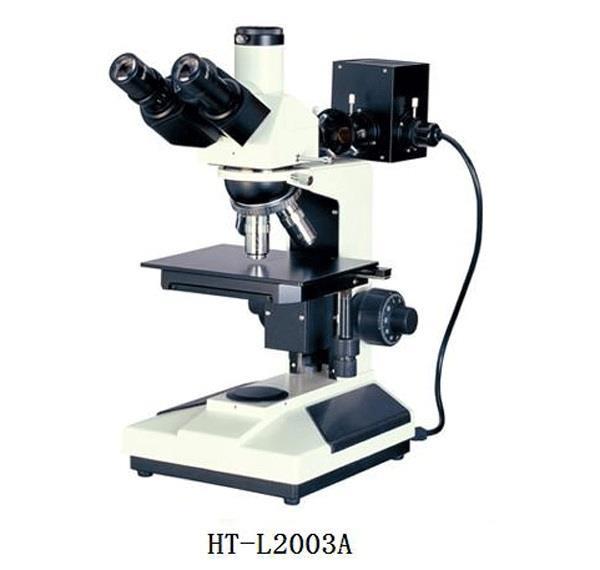
五. 显微镜:金相显微镜、测量显微镜、体视显微镜、生物显微镜、工具显微镜、显微分析软件等。

东莞哪里有维修硬度计公司,硬度计维修公司在广东东莞有一家东莞广泰精密仪器能承接国内外各种硬度计维修,东莞广泰是一家致力于国际电子工具,量具量仪,仪器设备的销售代理和技术服务的公司,并与国内多家硬度计厂家签订合作协议,东莞广泰公司成为上海、山东等硬度计厂家在深圳、东莞、中山等周边城市硬度计的维修点。维修硬度计公司,硬度计维修是无损检测仪器的一种,我们可以为您维修洛氏硬度计,维修维氏硬度计,维修日本进口三丰硬度计等种产品,公司技术人员经验丰富。可以随时上门为您排优解难!

东莞硬度计维修
硬度计是机械加工行业常的检测仪器,在使用过程中会出现这样或那样的问题,给客户带来诸多问题,我公司从事硬度计的销售,保养维护和维修报务,为客户解决硬度计的维修难题,希望有需要的客户来电咨询,下面就几种主要的硬度计维修做个简单介绍,希望能对您有所帮助.
洛氏硬度计维修与常见故障解决方法
一、人为误差:
1、操作人员技术熟练程度不够、实践经验较差、操作不当造成,应由熟悉操作硬度计的人员带领下使用;
2、加荷过快,持荷时间短,低硬度的零件硬度偏高,而加荷过慢,持荷时间长,硬度偏低,操作时加荷应平整,保持一定加荷时间。
二、被测零件影响的因素:
1、不同的表面光洁度在洛氏硬度测试时,表现出不同的影响。表面光洁度愈低,高硬度测试时其硬度愈高,反之硬度越低,有刀痕的粗糙表面,淬火时首先快冷却,或很坚硬的表层,硬度值就高。反之,调质件高温回火时,有刀痕的表层组织先转变,抗回火的能力小,硬度值就低。在测试表面光洁度Δ7以下的零件时,必须使用废砂轮精磨,再用锉刀锉磨光滑,或用细的手砂轮磨光,然后揩擦干净。
2、热处理零件表面有盐渍、沙子等物,当加负荷时,零件会产生滑移,若有油腻存在,金刚头压入时起润滑作用,减小磨擦,增加压深。这两项原因使所测硬度值偏低。零件测试的部位氧化皮蔬松层薄的硬度值降低,氧化皮致密层厚的硬度值增高。对欲测硬度的零件必须去除氧化皮,揩擦干净,不得有脏物。
3、斜面(或锥度)、球面及圆柱体零件对硬度测试的误差较平面大。当压头压入这种零件表面时,压入处四周的抗力比平面小,甚至有偏离、滑移的现象,压深,硬度降低。曲率半径愈小,斜度愈大,硬度数值的降低愈显著。金刚石压头也*损坏。对这类零件要设计工作台,使工作台和压头同心。
三、硬度计压头的影响:
1、金刚石压头不符合技术要求或是使用一段时间后有磨损,操作者如不能判断金刚石的好坏,可由计量测试机构进行检定。
2、钢球压头强度和硬度不够,*产生变形。钢球扳压扁产生变形后呈椭圆,短轴垂直于零件表面时,压痕浅,示值高;长轴垂直于零件表面时,压痕加深,示值降低,钢球允差小0.002mm。
四、载荷方面:
1、初负荷:弹簧和主轴、杠杆和百分表之间有摩擦,造成100N的或减小。调整螺丝松旷、调整移动,**杆位置不当。起始线有差异,引起初负荷不对。如果初负荷不对,应调整弹簧、主轴、杠杆、百分表等处的配合。调整块的位置移动合适以后,紧固调整螺丝,同时要紧固**杆位置,初负荷的允差应小于±2%。
2、主负荷:杠杆比例不对,吊杆和砝码的配重有误差;主轴、杠杆和砝码有偏斜,均会使主负荷产生误差。杠杆比不对,应进行调整。刀口有磨损应修复或更换,主轴变形要进行校直。主轴、杠杆和砝码偏斜应拨正。各种标尺主负荷的允差小于±0.5%。
五、硬度计安置不正。硬度计不处于水平位置,测试硬度时,其值偏低。用水平仪测量水平度,然后垫平硬度计。
六、零件某一测试部位的表面与工作台接触不良,或支承点不稳固,将会产生滑移、滚动、翘起等现象。这不仅使所得结果不准,还会损坏仪器。应根据零件的几何形状设计合适的工作台。
七、周围环境的影响。工厂生产用硬度计常会因周围环境受震动的影响,致使仪器结构产生松动,示值不稳定。硬度计应安装在无震动或离震源较远的地方。
八、硬度值不准确:有二种情况导致测试硬度不准确,如果所用的压头是金钢石压头,首先用指甲表面轻轻与压头**部磨擦一二下,观察指甲有没划出深痕迹,有深痕迹表示压头已损坏,反之为好的压头。*二种情况就是仪器微调处未调好,打开硬度计顶盖,用一字螺丝刀把顶针部二颗螺丝调松,然后把微调铁块向前调节使硬度值调高,反之为调低。
九、加荷把手不能动:传动结构生锈,打开硬度计背铁板,观察生锈部位加上防锈油就可以解决。
十、加荷时指针动作太快:油泵缺油,打开硬度计背铁板,往油泵注满油,再细调一下油泵加压螺丝即可。
十一、加荷时读数指针不动:读数盘损坏,更换读数盘即可。








{kind=link}